Protecting Hygiene Operations from Fire Risks
Hygiene
Fire Safety Solutions for Hygiene Manufacturing
The production of absorbent materials like diapers and sanitary products involves treated wood pulp processed in a vacuum system, creating a highly flammable mix of air and wood dust. Elevated temperatures in this environment can ignite fires with devastating consequences, including damage to stored products, production halts, and significant financial losses.
Firefly’s tailored fire protection solutions are designed to detect and neutralize sparks or hot particles generated by machinery before they reach filters or storage areas. Utilizing advanced suppression techniques such as CO2, water, or airflow alteration, these systems effectively mitigate fire risks. By implementing proactive fire safety measures, hygiene manufacturers can ensure uninterrupted production, protect valuable assets, and minimize costly downtime.
Identifying the Problems and Solutions
The Problems
The Solutions
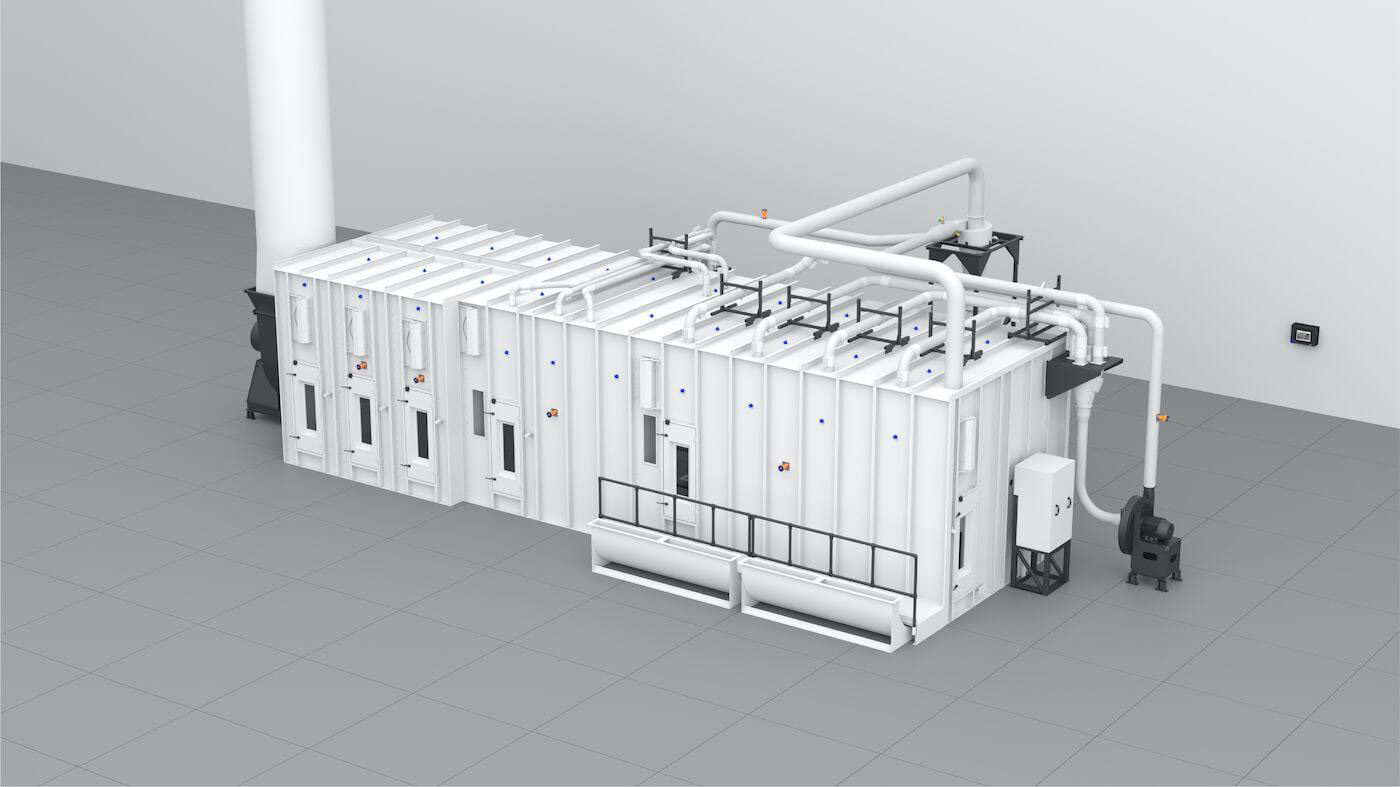
Firefly Quick Suppression System
While premium filter systems have significantly reduced the risk of dust explosions, the threat of fire within hygiene manufacturing facilities persists. The Firefly Quick Suppression System is specifically engineered for ultra-fast fire detection and suppression in high-risk areas such as filters and mill rooms.
This advanced system utilizes optical flame detectors optimized for dusty environments. With a 180-degree field of view and high flame sensitivity, these detectors quickly identify flames inside filters while remaining unaffected by daylight. The detection is paired with a non-invasive, low-pressure water mist suppression system, which efficiently suppresses flames with minimal water usage, ensuring effective fire control without impacting sensitive equipment or processes.
Explore Additional Resources
Access detailed resources on Firefly’s solutions for the Hygiene industry.
Need a Custom Solution?
We deliver tailored fire prevention solutions and stand by our guarantee to find a solution for every challenge—ensuring your safety and peace of mind. Get in touch with our experts for a customized fire prevention solution.