Fire Prevention Tailored to the Recycling Industry
Recycling
Fire Protection Solutions for Recycling Facilities
Recycling facilities face significant fire risks, particularly during material crushing and shredding processes. The increased surface area of crushed materials heightens their susceptibility to combustion, while inherently flammable recyclables like paper and wood amplify the danger. Even household waste presents potential hazards, with discarded lithium-ion batteries posing a growing risk of fires in recent years.
Firefly’s innovative fire protection systems are designed to address these unique challenges. By combining advanced detection and suppression technologies, we help recycling facilities mitigate risks, safeguard equipment, and ensure uninterrupted operations in even the most fire-prone environments.
Identifying the Problems and Solutions
The Problems
The Solutions
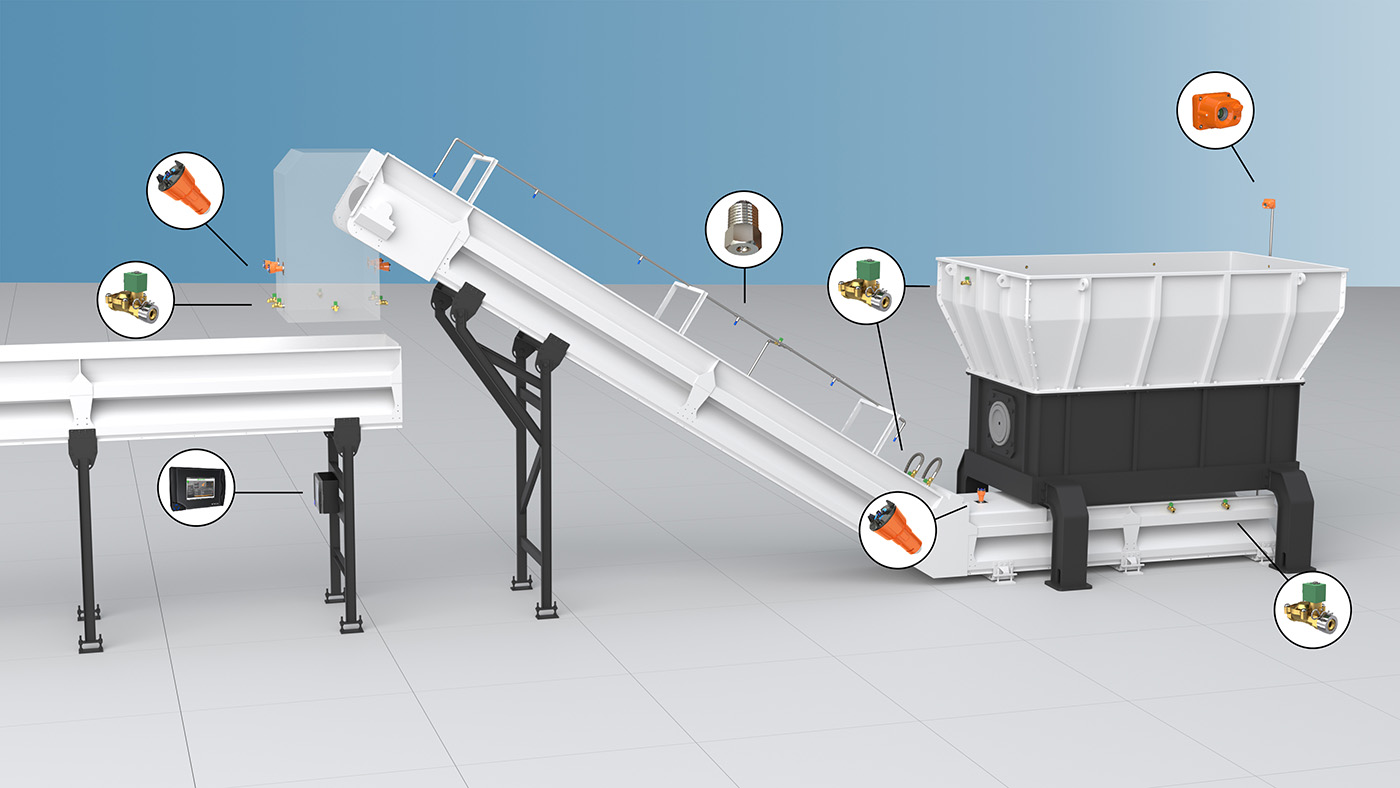
Firefly ShredderGuard™
Shredders are a common source of fires in recycling facilities, leading to costly production downtime and revenue loss. Fires in shredders can spread rapidly, posing significant risks to both equipment and operations. To address these challenges, Firefly developed ShredderGuard™, a robust Quick Suppression System designed to withstand the demanding conditions in and around shredders.
The ShredderGuard™ solution focuses on rapid detection and extinguishing of fires, integrating three core functionalities: detection, extinguishing, and control. By combining advanced technologies—such as flame detection, True IR detection, full-cone water spray, and water mist suppression—ShredderGuard™ delivers comprehensive protection for shredders, ensuring optimal safety and uninterrupted operations.
Explore Additional Resources
Access detailed resources on Firefly’s solutions for the Recycling industry.
Need a Custom Solution?
We deliver tailored fire prevention solutions and stand by our guarantee to find a solution for every challenge—ensuring your safety and peace of mind. Get in touch with our experts for a customized fire prevention solution.